
Stick welding is a skill that takes much practice to master, and selecting the correct electrode for the job can be equally challenging. Stick electrodes are available in a wide range of types, each of which provides different mechanical properties and operates with a specific type of welding power source. Factors you should consider when selecting a stick electrode include base metal type, joint fit-up and welding positions. Before you power up your machine and pick up your electrode holder, consider these basic guidelines.

Assess Your Base Metal
The first step in choosing an electrode is to determine your base metal composition. Your goal is to match (or closely match) the electrode composition to the base metal type, which will help ensure a strong weld. If you’re in doubt about the composition of your base metal, ask yourself these questions:
- What does the metal look like? If you’re working with a broken part or component, check for a coarse and grainy internal surface, which usually means the base material is a cast metal.
- Is the metal magnetic? If the base metal is magnetic, chances are good that the base metal is carbon steel or alloy steel. If the base metal is not magnetic, the material could be manganese steel, 300 series austenitic stainless steel or a non-ferrous alloy such as aluminum, brass, copper or titanium.
- What kind of sparks does the metal give off when touched by a grinder? As a rule of thumb, more flare in the sparks indicates a higher carbon content such as in A-36 grade steel.
- Does a chisel “bite” into the base metal or bounce off? A chisel will bite into a softer metal, such as mild steel or aluminum, and bounce off of harder metals, such as high carbon steel, chrome-moly or cast iron.
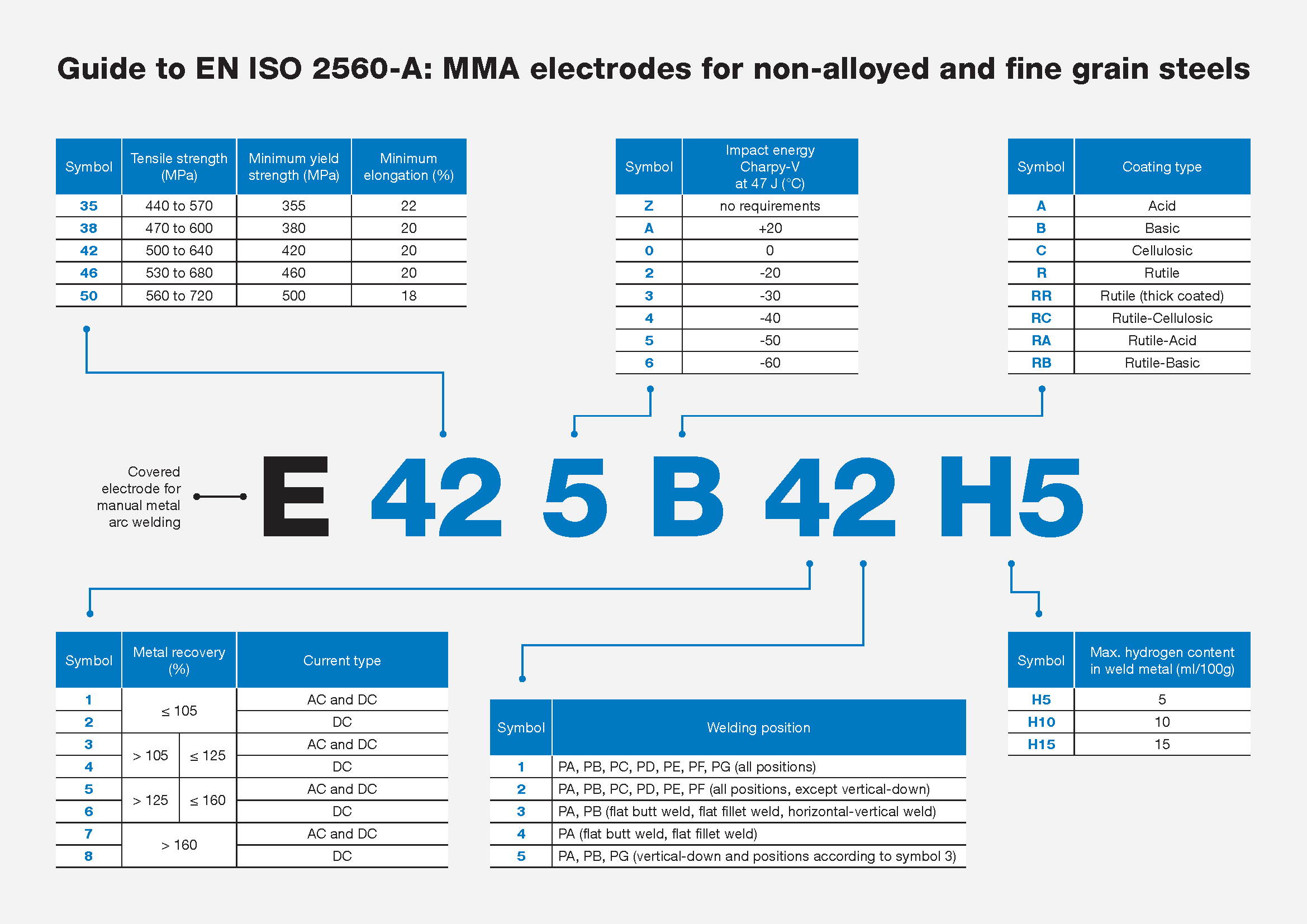
To prevent cracking or other weld discontinuities, match the minimum mechanical properties of the electrode to the mechanical properties of the base metal. You can identify a stick electrode’s tensile properties by referring to the first two digits of the EN ISO classification printed on the label of the electrode box. For example, the number “42” on an E 42 5 B 42 H5 classified electrode indicates that the filler metal produces a weld bead with a minimum yield strength of 420 MPa and a minimum tensile strength of 500 MPa and, as a result, would work well with a steel of similar yield / tensile strength.
Some electrodes can be used with only AC or DC power sources while other electrodes are compatible with both. To determine the correct current type for a particular electrode, refer to the digit after the letter describing the coating type of the EN ISO classification (E 42 5 B 42 H5). This digit represents the nominal efficiency and type of compatible welding current.
The type of current you use also influences the penetration profile of the resulting weld. For example, a DCEP compatible electrode, delivers deep penetration and produces an extremely tight arc. It also has the ability to “dig” through rust, oil, paint and dirt. A DCEN compatible electrode provides mild penetration and works well when bridging two joints or welding high speed, high current fillet welds in the horizontal position.
An AC compatible electrode, such as an unalloyed rutile electrode, produces a soft arc with medium penetration and should be used to weld clean, new sheet metal.
Base Metal Thickness, Shape and Joint Fit-Up
Thick materials require an electrode with maximum ductility and low hydrogen to prevent weld cracking. Electrodes with coating type B (basic covering) according to EN ISO classification provide excellent low–hydrogen properties and good toughness (high impact values) to accommodate for residual stress.
For thin materials, you will need an electrode that produces soft arcs, such as a rutile. Also, smaller diameter electrodes will provide shallow penetration to help prevent burn-through on thinner materials.
To determine what position(s) a particular electrode is qualified for, always refer to the last digit before the Hydrogen symbol H in EN ISO classification (E 42 5 B 42 H5) . Here’s how you decipher the qualified electrode position (according to ISO 6947):
1 = PA, PB, PC, PD, PE, PF, PG
2 = PA, PB, PC, PD, PE, PF
3 = PA, PB
4 = PA
5 = PA, PB, PG
For example, a E 42 5 B 42 H5 electrode can be used in all positions except vertical down.
Next, make sure to assess the conditions that the welded part will encounter throughout its service. If it will be used in high heat or low temperature environments, subjected to repetitive shock loading, a low hydrogen electrode with higher ductility will reduce the chance of weld cracking. Also, be certain to check for welding specifications if you’re working on critical applications such as pressure vessel or boiler fabrication. In most cases, these welding specifications will require you to use specific types of electrodes.
To achieve the best results, you should always remove excessive mill scale, rust, moisture, paint and grease. Clean base metals help prevent porosity and increase travel speeds. If cleaning your base metal is not possible, Elga P 43 or P 47D electrodes deliver a deep penetrating arc that has the ability to cut through contaminants.
Final Thoughts
Consideration of the above factors will help you overcome the challenges of selecting the correct stick electrode for your particular application. However, given the wide range of available electrodes, several solutions may exist for one application. If you need additional assistance with electrode selection, your local ITW Welding sales representative or your local Elga distributor can serve as an excellent resource.
Download your free copy of Guide to EN ISO 2560-A
Article based on ITW Welding global experience and knowledge.
Tags: MAXETA, Problem Solving, Stick Welding, Welding